Profil Radius ve Toleransları: Gerçek Ölçüler ve Standartlar
Gönderildi 12 Ekim 2025 tarafından burak — 4 min
Profil üretiminde köşelerin formu ve et kalınlığı, hem estetik görünüm hem de kullanım amacına göre belirlenir. Bir profilin dış hatlarındaki radius (köşe yuvarlama) değeri, üretim kalıbı ve haddeleme biçimine bağlı olarak değişir. Aynı zamanda her profil belirli bir ölçü toleransı sınırları içinde üretilir.
Profil Radius Nedir?
Profil radiusu, kare veya dikdörtgen profillerin köşe yuvarlama miktarıdır. Yani köşelerin keskin mi, yoksa yumuşak hatlı mı olduğunu belirler. Bu fark, üretim kalıbının şekli, sacın kalınlığı ve haddeleme basıncı gibi faktörlerden kaynaklanır.
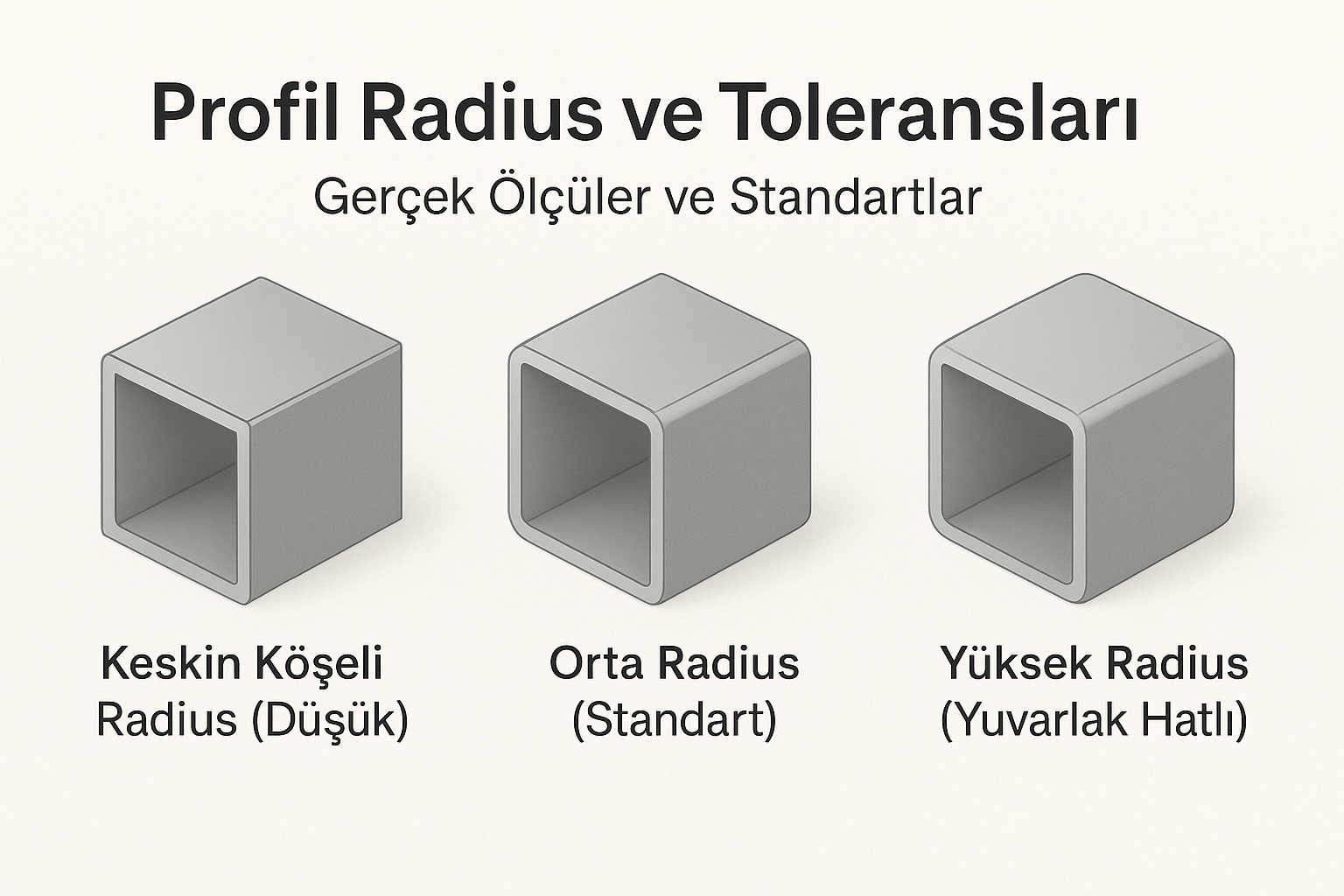
Üç temel radius tipi vardır:
- Keskin Köşeli Radius (Düşük): Net köşelidir. Montajda birleşim hassasiyeti gerektirir. Köşe yuvarlaması genellikle 1–2 mm’dir.
- Orta Radius (Standart): Hem kaynak kolaylığı hem düzgün yüzey geçişi sağlar. En yaygın kullanılan tiptir (3–5 mm radius).
- Yüksek Radius (Yuvarlak Hatlı): Dekoratif ve darbe dayanımı yüksek uygulamalarda kullanılır. 6–8 mm radius değerine kadar çıkabilir.
Köşe radiusu; mukavemet, kaynaklanabilirlik, boyama yüzeyi ve estetik görünüm üzerinde doğrudan etkilidir. Her proje radius tipiyle teknik olarak farklılaşabilir.
Profil Toleransları Nedir?
Tolerans, üretilen profilin nominal (etiketteki) ölçüsüne göre izin verilen sapma miktarıdır. Yani 2.00 mm et kalınlığında bir profil, üretim standartlarına göre 1.80 – 2.00 mm aralığında olabilir. Bu fark hatalı üretim değil, EN 10219 ve TS EN 10305 standartlarında tanımlanmış sınırdır.
1. Et Kalınlığı Toleransı
Üreticiye tanınan genel tolerans hakkı ±%10’dur. Yani 2.00 mm nominal ölçülü bir profil 1.80 mm kalınlıkta gelebilir. Tüm üreticiler bu tolerans aralığında üretim yapar.
2. Ebat (Yükseklik ve Genişlik) Toleransı
Kare veya dikdörtgen profillerde ölçü farkı genellikle ±0.5 mm seviyesindedir. Bu fark gözle fark edilmeyecek kadar küçüktür, ancak projelendirmede dikkate alınmalıdır.
3. Form (Dikdiklik ve Düzlük) Toleransı
Profilin yüzey düzlüğü, haddeleme ve soğuma oranına bağlı olarak değişir. Uzun profillerde 6 metre boyunca ±10 mm’ye kadar sapma kabul edilebilir.
4. Radius Toleransı
Köşe radiusunda genellikle ±0.5 mm fark normal kabul edilir. Yani 4 mm radiuslu bir profil 3.5–4.5 mm arasında ölçülebilir.
Radius Seçiminin Teknik Etkileri
- Kaynak Kolaylığı: Orta ve yüksek radiuslu profiller kaynak ağzı açısını azaltır, işlem süresini kısaltır.
- Yüzey Dayanımı: Yuvarlatılmış köşeler darbeye ve deformasyona karşı daha dirençlidir.
- Estetik Görünüm: Radius arttıkça profilin hatları yumuşar, daha modern bir görüntü oluşur.
- Boyama ve Galvanizleme: Radius köşelerde kaplama homojenliği artar; keskin köşelerde kaplama daha incedir.
Profil Kalınlıkları Hakkında Gerçek Bilgi
Zaman zaman “bir firmanın profili 2 mm, diğerinin 1.8 mm geliyor” gibi yorumlar duyulabiliyor. Oysa bu fark, hiçbir firmanın üretim tercihiyle ilgili değildir. Çelik profiller Türkiye genelinde aynı fabrikalardan temin edilir ve tüm üreticiler aynı standartlarda, aynı tolerans aralıklarıyla üretim yapar.
Yani bir profili Atacan Demir Çelik’ten ya da başka bir tedarikçiden aldığınızda, ürünün ölçü farkı olmaz; çünkü ürün kaynağı aynıdır. Tüm profiller, sıcak veya soğuk haddeleme hattından geçtikten sonra EN 10219 standardı doğrultusunda ±%10 toleransla üretilir. 2.00 mm olarak belirtilen bir profilin 1.80 – 2.00 mm aralığında ölçülmesi, tamamen normal ve teknik olarak doğrudur.
Sonuç
Profil ölçülerinde küçük farklar görmek her zaman normaldir. Bu farklar, üretim toleransları ve radius değerlerinden kaynaklanır. Bir profilin 1.8 mm olarak ölçülmesi, onun standart dışı olduğu anlamına gelmez; aksine standart üretim sınırları içinde olduğunu gösterir.
Radius farkları da aynı şekilde üretim tekniğinin bir sonucudur. Bazı profiller keskin köşeli gelirken bazıları yuvarlatılmış olabilir — bu tamamen kalıp farkıdır, kalite farkı değildir.